 ナサ工業株式会社
ナサ工業株式会社
SPECIAL SITE




お役立ちコラム
お役立ちコラム一覧

2026.06.15
ステンレス加工の基礎と選び方を解説|SUS304・SUS316の違いやステンレスの加工の特徴やポイント・最適用途とは(福岡・九州の精密板金)
はじめに ステンレス加工の基礎知識|種類や用途別の違いや特徴を解説(福岡・九州のものづくりに最適な『衛生×耐久』)
福岡・北九州・久留米・筑豊、そして九州各県(佐賀・長崎・熊本・大分・宮崎・鹿児島)の機械・装置メーカーにとって、ステンレス板金の設計・調達は、衛生性(洗浄性)・耐食性・外観とコスト・納期の最適化が常にテーマです。ナサ工業はSS・SUS・アルミの精密板金を、切断(レーザー)→曲げ→溶接→塗装(粉体・メラミン)→検査までワンストップで対応し、医療機器・食品機械・配電盤・昇降機・車両など幅広い業界の要求に応える体制を福岡で確立しています。
本記事では、ステンレス加工の基礎知識として、素材別の違いや特徴、曲げ加工・溶接で押さえるべきポイントや、環境を考慮した仕上げなどについて解説。加工方法前提の事例やチェックリストも紹介します。
1. SUS304とSUS316|それぞれの素材の本質的な違いと特徴(耐食性・コスト・使い分け)
鉄(一般鋼)や一部の合金は比較的加工しやすく、効率よく加工できるケースが多いです。その一方で、ステンレスは、鉄や一般的な合金に比べて硬く、粘りがあるため加工しにくいのが特徴です。そのため、切削や曲げ加工では工具への負荷が大きく、加工条件の管理が重要になります。
ステンレスは用途や求められる性能に応じてさまざまな種類があり、代表的なものとしてSUS304やSUS316などが挙げられます。これらは同じステンレスでも特性が異なり、使用環境や目的に応じて使い分けられています。
SUS304は加工性・入手性・コストバランスに優れた汎用グレードで、幅広く使えると言った特性を持ち、一般的に配電盤筐体・機械カバー・内装など広範に適用されます。
SUS316はMo(モリブデン)添加により耐食性(特に塩化物環境)が高く、薬品洗浄頻度が高い食品・医療や沿岸の塩害が発生しやすい環境などの特定の用途に特化しているといった性質があります。SUS316はMo添加によりSUS304より塩化物に対する耐孔食性が高いのですが、高温・高濃度塩化物条件では対策設計が必要です。
福岡・九州では食品工場の洗浄薬品や沿岸部の塩害など、316適性が必要とされることも多く、ナサ工業は材質選定→加工→仕上げ→検査を横断し、機能・衛生・コストの最適解をご提案します。
2. ステンレス加工(曲げ・溶接)で押さえるべき基礎ポイント

曲げ加工時では、最小曲げ長さ(板厚×係数)や曲げR(t×1〜2初期値)が不適切だと割れやベンドマークの温床になります。そのため、展開・板取り段階から注意しながら、歩留まりと干渉を詰める必要があります。
溶接はTIG/半自動/スポットを使い分け、入熱管理・治具拘束・溶接順序で歪み・変色を抑制。外観A面のビード処理(残す/削る/研磨)を図面に明文化し、塗装・研磨工程と整合させます。
ナサ工業は精密板金×多様な溶接設備×技能士の総合力で、タクトと品質の最適点を提案します。
3. ステンレス加工の仕上げ・塗装・衛生設計(食品・医療・九州の潮風環境も考慮)

研磨仕上げ(#400/ヘアライン/バフ)は目方向・境界を図面化。洗浄性や光沢・意匠を製品目的に合わせ最適化します。
粉体塗装は膜厚50〜80μm目安に表面へ塗布することで、耐食・耐摩耗・外観均一性に優れ、九州の高湿度・塩分環境などの影響を受けにくく、頼れる外装品質を確保できます。メラミン焼付の場合は高い光沢・意匠で医療機器の外装に好適です。
衛生設計としては、R化・面取り・水切り形状・ボルトレスなどを取り入れ、清掃時間短縮・異物混入対策を両立します。
ナサ工業は塗装・印刷まで内製のため、色差・膜厚・グロス等を数値管理しやすく、再現性の高い品質で福岡・九州の装置メーカーの信頼に応えています。
4. 用途別の最適な加工方法選定事例(福岡・九州での実務目線)
ステンレスによる金属加工の用途別の材料・加工方法の選び方を事例を参考に紹介します。
食品機械(福岡・佐賀・熊本):SUS316推奨(薬品・温水洗浄が多い現場)。ビード研磨・水切りを設計段階で反映。
医療機器(北九州・大分):SUS316やSUS304+粉体/メラミンで清掃性×外観のバランス。表示(シルク)の耐久も設計に織り込み。
配電盤・制御盤(福岡・長崎・鹿児島):SUS304主体。外装は粉体、内部構造は生地or軽防錆でコスト最適化。
昇降機・車両(九州一円):外装=外観A面重視、内部=強度・タクト重視で溶接・塗装の面区分を明確に。
ナサ工業は試作→量産の一気通貫で、地域密着集中の短納期と安定品質を両立します。
5. 会社拠点から調達しやすいメリット(『福岡発×九州全域』のサプライ体制)
ナサ工業は、福岡(須惠町)の自社拠点から九州全域をカバー。工程内製・標準化により情報リードタイムを短縮し意思決定を加速できる強みを持つ会社です。加工精度を保ちながら、最短1営業日の特急サービス(オンライン受付/PL・型材メニュー/10個まで)も用意し、試作・保全・展示会前など急案件にも即応。DXF受付→決済→加工→発送まで直線化した運用が強みです。
- 製品・加工事例(特急・量産・筐体事例):技術・製品 – ナサ工業 株式会社 福岡県 糟屋郡
- 特急受付(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
6. ステンレス加工の際のチェックリストを紹介(保存版)
ステンレス加工の際、失敗の可能性を低くするためには、以下のチェックリストの活用がおすすめです。
・材質はSUS304/316の環境適合で選んだか(薬品・温度・塩分)
・曲げR・最小曲げ長さは妥当か/曲げ回数は最小か
・溶接の目的・方法・ビード処理が面区分と整合しているか
・仕上げ(研磨/粉体/メラミン)の目方向・膜厚帯・境界を図面記載したか
・検査方法(寸法・塗膜・外観)とCTQは明確か
・短納期ルート(特急)への切替基準を持っているか
7. ステンレス加工の基礎と選び方を解説|SUS304・SUS316の違いやステンレスの加工の特徴やポイント・最適用途とは(福岡・九州の精密板金) のまとめ
ステンレス板金の価値は、材質選定→加工→仕上げ→検査の連続設計で決まります。加工が難しい理由や素材や成分の選び方のポイント、失敗しにくい方法を理解しておくことが大切です。
福岡・九州の精密板金に強いナサ工業は、一気通貫体制と地域密着の即応力で、衛生・耐久・外観・コストの最適点をご提案します。まずは図面1枚からご相談ください。
企業情報・体制:企業情報 – Company|ナサ工業株式会社
特急手配(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
製品事例(アルミ二重タンク ほか)無料DL 精密溶接のアルミ二重タンク(冷凍用) – ナサ工業 株式会社
■ お問い合わせ・ご相談
精密板金・筐体製造・金属塗装・溶接に関するご相談は、図面1枚からお気軽にお問い合わせください。
▼ 相談できる内容
・製造性の改善提案
・コストダウンのポイント整理
・板金加工・溶接・塗装の最適化
・試作~量産立ち上げの課題整理
・特急(最短1営業日)での対応可否
特急受付(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
▼ お問い合わせ先
ナサ工業株式会社
所在地:福岡県糟屋郡須惠町佐谷1323-1
TEL:092-932-1126
MAIL:info@nasakogyo.co.jp
Webフォーム:https://nasakogyo.co.jp/contact/
特急品サービス総合案内:https://nasakogyo.co.jp/express-order/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93497/dl/catalog/205357
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93497/inquiry/

2026.06.15
板金部品の量産立ち上げガイド|板金試作→本格生産を成功させる技術や力とは?治具化・標準化・調達設計(福岡・九州)
はじめに 板金試作のポイント|精度の高い精密板金の試作→量産に必要なこと(九州の製造現場で起こる“量産ギャップ”)
試作は良かったのに、量産で歩留まりが落ちる——配電盤、医療機器、食品機械、鉄道車両部品など福岡・九州の製造現場で頻出する課題です。この場合の原因の多くは、人依存の作業と非標準指示が残ったまま量産へ移行してしまうこと。
本記事では、精密板金の試作→量産に一貫対応するナサ工業が、工程設計・治具・検査・塗装・調達までの必須ポイントを解説します。量産時のチェックリストも紹介しますので、板金試作に必要なポイントの理解と活用のために、ぜひ参考にしてください。
1. 試作段階で潰すべきリスク(DFM:製造性の作り込み作業)

板金は、量産を検討する前の試作段階で、曲げ方向・順序番号を付け、最小曲げ長さ・曲げRを規格化します。
溶接は目的/方法/ピッチ/ビード処理を面区分とセットで指示するのが通常です。塗装治具の吊り位置・マスキング・塗膜厚帯を初期から定義します。CTQ(重要特性)と検査方法(寸法・塗膜・外観)を決め、記録様式まで揃えることが求められます。
ナサ工業は図面レビュー(製造性チェック)を用いて、現場の迷いを設計段階で排除します。
2. 板金試作の工程設計:タクトと品質を同時最適化
工程設計では、曲げ回数の削減・同一方向への統一でタクト短縮します。溶接の断続化・スポット併用で歪み低減×外観安定が可能になります。
レーザー→曲げ→溶接→塗装→検査を同一拠点で内製し、工程間の待ち時間と輸送時間を極小化するなど、スピード対応も実現。
ナサ工業の一気通貫体制(福岡)は、直線的な段取りと再現性を生むため、九州の量産立ち上げに優れているのが特長です。
3. 治具化・標準化・Poka‑Yoke(ポカヨケ)の方法
位置決めボス/治具で作業の迷いを物理的に排除します。溶接順序のテンプレート・ピッチゲージ・塗装吊り位置標準でばらつきを縮小しながら製品の寸法・形状・品質を正しくチェックします。
検査治具(通い治具)とともに作業標準書(写真・動画)を使用することで教育コストの低減も可能です。技能士の知見×標準化で、人依存→工程依存に置換していくのが量産の最大の肝なのです。
4. 調達設計と在庫運用(九州のサプライチェーンに効く)

板厚の統一・共通材採用・塗色標準化で材料の調達性と在庫性を向上します。共通部品化・設計共通化でロット最適化と欠品リスクを低減します。
また、一部工程の特急ルート(例:レーザー/曲げのみ)を準備し、試作初期ロットや保全対応を最短1営業日で回す——段階分割が立ち上げを加速します。
ナサ工業はオンライン受付の特急サービスも展開し、PL/型材の10個までを最短翌営業日発送の短納期で供給可能(条件あり)。初期検証→本生産までのブリッジに有効です。
5.製品の品質保証とトレーサビリティ(“数値で語れる”量産)
色差・膜厚・グロスなど塗装の数値管理、寸法・外観の検査記録、ミルシート等を整備し、データで工程ごとのトレーサビリティを確保します。検査成績書の発行にも対応し、医療機器・配電盤の監査要求にも柔軟に対応できます。
九州の装置メーカーの量産立ち上げで重視される再現性を、内製統合で担保します。
6.福岡・九州エリアでの板金対応の特徴について
福岡エリアを中心に、九州全体の精密板金に対応しています。試作から量産まで一貫した製作体制を整えており、医療機器や食品機向けのSUS304・SUS316加工にも対応可能です。
福岡・九州エリアで板金試作→量産をご検討の方はご相談ください。
- 製品・加工事例(特急・量産・筐体事例):技術・製品 – ナサ工業 株式会社 福岡県 糟屋郡
- 特急受付(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
7. 試作板金から量産までのケーススタディ(九州の現場で効く型)
九州の現場でのいくつかの事例を以下で紹介します。
電盤筐体の立ち上げ(福岡市):試作で塗装吊り位置とマスキングを確定→量産で塗装タクト20%短縮。
食品機械の衛生カバー(熊本):SUS316+ビード研磨+R化で洗浄時間を短縮→保全コスト低減。
評価治具プレート(北九州):DXF発注→最短翌営業日出荷で試験日程を死守→開発リードタイム短縮。
(上記は一般化した適用例です。詳細は個別案件で最適化します)
8. 現場で用いるべき試作→量産チェックリスト(保存版)
最後に、試作→量産の際に活用できるチェックリストを紹介します。
・図面に曲げ順序・面区分・溶接指示を明記したか
・治具化・標準化の計画(位置決め・ピッチ・吊り位置)はあるか
・CTQ・検査方法・記録様式は量産用に整っているか
・共通材・共通色・共通部品で調達を設計したか
・初期数は特急ルートで前倒しし、本生産へスムーズに接続できるか
9. 板金部品の量産立ち上げガイド|板金試作→本格生産を成功させる技術や力とは?治具化・標準化・調達設計 のまとめ(福岡発・九州を止めない量産体制)
板金部品・製品の量産の成否は、治具化・標準化・調達設計にかかっています。
設計→加工→塗装→検査を福岡の自社内で完結できるナサ工業なら、立ち上げ速度・再現性・コストのすべてを高い次元で両立できます。九州の製造現場が必要とする“止めない供給”に、特急サービス(最短1営業日)も含めた複線運用でお応えします。まずは図面1枚から、量産設計の壁打ちをご相談ください。
企業情報・体制:企業情報 – Company|ナサ工業株式会社
特急手配(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
製品事例(アルミ二重タンク ほか)無料DL 精密溶接のアルミ二重タンク(冷凍用) – ナサ工業 株式会社
■ お問い合わせ・ご相談
精密板金・筐体製造・金属塗装・溶接に関するご相談は、図面1枚からお気軽にお問い合わせください。
▼ 相談できる内容
・製造性の改善提案
・コストダウンのポイント整理
・板金加工・溶接・塗装の最適化
・試作~量産立ち上げの課題整理
・特急(最短1営業日)での対応可否
特急受付(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
▼ お問い合わせ先
ナサ工業株式会社
所在地:福岡県糟屋郡須惠町佐谷1323-1
TEL:092-932-1126
MAIL:info@nasakogyo.co.jp
Webフォーム:https://nasakogyo.co.jp/contact/
特急品サービス総合案内:https://nasakogyo.co.jp/express-order/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93497/dl/catalog/205357
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93497/inquiry/

2026.03.04
板金筐体の設計と製造のポイント|配電盤・医療機器・機械装置で“強度・放熱・外観・衛生”を両立させる方法
板金筐体の製作のポイント|設計に必要な知識・精密さやコスト最適化に関わる工程について解説
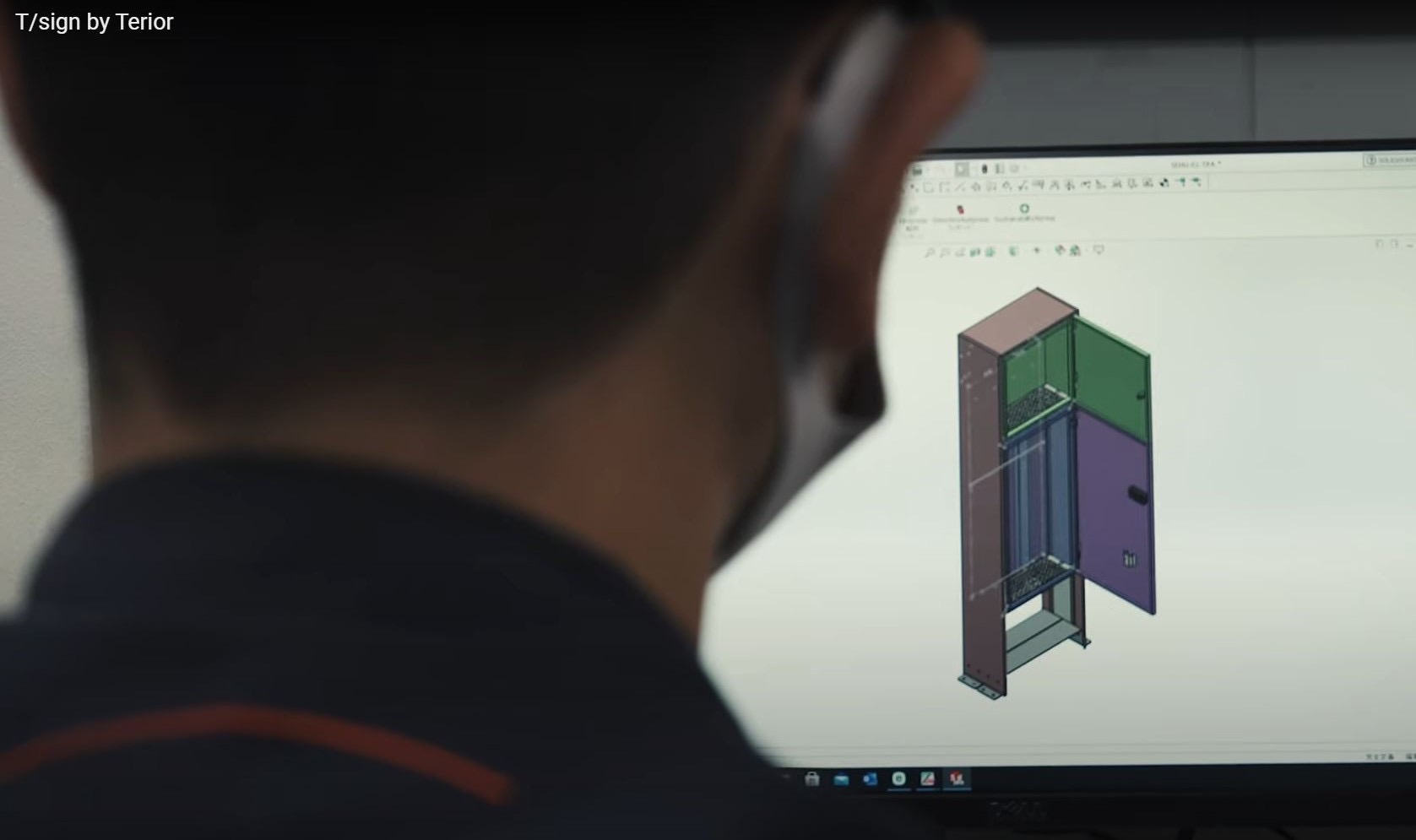
筐体(エンクロージャ/ハウジング)は、中の機能・安全・操作性を守る“器”であり、同時に製品のブランド価値を左右する外観でもあります。
特に電子機器の分野では、基盤や配線を外部環境から保護しつつ、電磁気学の観点からノイズ対策や電磁波シールドの役割も担います。さらに、機械設計では強度・剛性・放熱・振動対策が求められ、産業用途では耐久性や保守性・安全規格への適合も重要になります。また、加工や使用時の変形を想定した構造設計によって、長期的な信頼性を確保する役割も果たしています。
そのため、調達現場で発生しがちな課題は、「強度が足りない」「放熱が不足する」「清掃性が悪い」「外観ムラ(塗装・ビード)」など多くの側面に関係しているのです。
そこで、本記事では、板金筐体設計・生産における当社の様々な対策として、形状活用、通気から、外観品質に材料部品や仕上げの選定、溶接品質まで、詳しく解説します。量産や短納期・特急対応の仕組み、主に設計に利用できるチェックリストも紹介しますので、参考にしてください。
ナサ工業はSS・SUS・アルミの精密板金を、材料手配→切断・抜き→曲げ→溶接→表面処理(粉体塗装/メラミン焼付ほか)→検査→出荷までワンストップで提供し、配電盤・医療・機械装置分野の筐体・筐体部品を試作~量産までの一貫対応が可能です。
1. 強度・剛性:板厚“依存”から形状“活用”の板金加工がポイント
強度不足=「板厚を上げる」という安易な解決策は、重量増・コスト増・加工負荷増に直結します。板金筐体では金属の形状で剛性を稼ぐのが基本で重要なポイントです。
- 曲げリブ/ヘミング/フランジを使い、曲げ回数と曲げ高さといった曲げ加工の最適化でたわみを抑制。
- 補強バー・ブラケットは、負荷方向に合わせて配置し、応力集中を避ける。
- 扉・パネルは枠構造の連続性とヒンジ位置で“ねじれ”を抑える。
これらは公差(ドアのチリ・隙間)とも連動するため、設計段階で加工・組立順・溶接順序まで見据えた図面化が有効です。
ナサ工業は筐体・ブラケットの量産で培ったノウハウを設計協力まで展開しています。
2. 放熱・通気・レイアウト:空気の“流れ”を設計する知識
発熱体周りの通気は、見栄えや防塵とのトレードオフ。冷却性能を優先しながら見た目や防塵性を向上するためには、例えば、以下のような工夫を確認・検討することが大切です。
- パンチング/スリット/ハニカムの開口率・配置・流路を最初に設計。
- 上昇気流を活かすダクト形状、ファン位置、ケーブルの風路阻害を前提に板金展開を行う。
- フィルタの着脱・洗浄はメンテ時間に直結するため、工具レス構造や点検口を早期に組み込む。
こうした通気・清掃性の配慮は、医療機器・食品機械の衛生要件とも親和性が高く、ナサ工業は衛生・洗浄性も加味した筐体設計・製造を得意としています。
3. 安全・絶縁・規格を満たすディテール:角Rと表示の“効き目”
端面の面取り・角R・バリ方向の統一は、安全性と清掃性の双方を高める大きなポイントです。アースポイントの明確化や絶縁距離の確保、シャープエッジ回避は、配電盤や医療機器の規格対応に欠かせません。さらに、医療・公共分野の場合、表示(シルク印刷)の視認性と耐久性が求められるといった特徴があります。
ナサ工業は板金~塗装~印刷まで内製のため、表示・外装・安全を工程横断で整合させ、検査・トレーサビリティまで一体で運用できます。
4. 外観品質:粉体塗装と焼付塗装の使い分け

粉体塗装は、耐食性・耐摩耗性・膜厚均一性に優れている上に、膜厚(目安50~80μm)でもダレにくいのが特長。主に外装の耐久性・意匠性を安定化させます。例えば、メラミン焼付塗装は、高い外観グロスとシャープな意匠表現に向き、医療機器の外装や見栄え重視の筐体に適しています。ナサ工業は粉体・メラミン・ウレタン・水性・フッ素・エポキシなど多様な金属塗装に対応し、色差・膜厚・グロスといった数値管理で“仕上がりの再現性”を担保します。
溶接ビードの仕上げも外観の要です。見える面(外観A面)ではビード研磨や連続溶接の見栄え、見えない面(B面)では強度・気密を優先するなど、面区分を図面で明確化するといった対策を実践すると、塗装~検査までの判断がぶれません。
5. 材料と仕上げの選定:SUS304/SUS316/アルミの“適材適所”
用途によって正確に素材を選定することも重要です。SUS304/SUS316は耐食・衛生・洗浄性の観点から医療・食品・配電盤などの機器で広く使用されます。SUS316は薬品洗浄や塩害環境に強く、洗浄頻度が高い装置では有利。一方、アルミ(例:A5052)は軽量・耐食がメリットで、フレーム・筐体パネルの軽量化に適しています。
ナサ工業は薄板アルミの高難度溶接(気密×低歪み)や冷凍設備の二重タンクなどの実績があり、材質×構造×溶接×塗装を通しで最適化できます。
6. 溶接品質:歪みを制御し、外観と強度を両立する必要性
筐体の平面度・直角度は、溶接入熱に大きく左右されます。
- TIG/半自動/スポットを目的別に使い分け、治具拘束・順序設計・点付けピッチで入熱を制御。
- 断続溶接は、強度と外観の折衷策として有効。必要箇所だけ連続溶接とし、ビード処理(残す/削る/研磨)を面区分と合わせて管理。
ナサ工業は技能士多数在籍・多様な溶接設備を背景に、品質とタクトの最適点を提案します。
7. 量産を見据えた“調達しやすい筐体設計”
試作→量産で失敗が起きる原因は、人依存の作業・非標準指示が残ること。量産を成功させるためには、以下のような複数の対策が必要です。
- 曲げ方向・順序番号の明記、位置決めボス・共通タップで作業バラつきを削減。
- 冶具化(PokaYoke)、吊り位置の標準化(塗装)、検査治具の設計で歩留まりを安定化。
- 板厚・色・部品共通化により在庫性・補用品調達を改善。
ナサ工業は試作~量産の一気通貫で、段取り短縮・標準化・トレーサビリティを同じチームで運用し、立ち上げ速度と再現性を高水準で両立します。
8. 短納期・特急対応:突然の仕様変更や欠品に強い“仕組み”
調達部門の実情として、設計変更・試験トラブル・展示会前などの複雑な要因で、至急見積・短納期製作の依頼が発生します。ナサ工業は最短1営業日発送の特急サービスや緊急板金の特急製作を受け付けており、レーザー・曲げ・スポットを中心に即応体制を整備。図面~指示~製造の標準化によって、スピードと品質の両立を実現しています。
9. 板金筐体製作においてのチェックリスト8点(保存版)
最後に、板金筐体の設計・製作に使用可能なチェックリストを確認しておきましょう。
- 外観A面・B面の定義は図面に明記しているか
- 金属の強度は板厚ではなく**形状(曲げ/補強)**で担保できるか
- 放熱・通気は部品配置と風路で設計できているか
- 面取り・角R・バリ方向で安全・清掃性に配慮したか
- 粉体塗装/メラミン焼付など塗装仕様は膜厚・色差・グロスまで定義したか
- 溶接方法・ピッチ・ビード処理を面区分と合わせて指示したか
- 治具化・標準化・検査治具を量産前に設計できているか
- 短納期ルート(特急)へ切り替える判断基準を持っているか
10. まとめ――“設計×製造×塗装×検査”をひとつにつなぐことが板金筐体の精密さを支えるカギ
筐体は、設計(強度・放熱・安全・衛生)と製造(曲げ・溶接)、塗装(外観・耐食・洗浄性)、検査(寸法・外観・塗膜)が同時に噛み合ってはじめて価値を発揮します。工程をまたいだ整合を社内で完結できるパートナーであれば、品質の再現性とリードタイム短縮による効率性アップ、そしてコスト最適化が同時に進みます。ナサ工業は一気通貫の精密板金で、配電盤・医療機器・機械装置の筐体づくりを試作から量産まで確実に前進させます。
関連リンク
- 企業情報・体制(事業品目・設備・品質):企業情報 – Company|ナサ工業株式会社
- 製品・加工事例(特急・量産・筐体事例):技術・製品 – ナサ工業 株式会社 福岡県 糟屋郡
- 特急受付(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
■ お問い合わせ・ご相談
精密板金・筐体製造・金属塗装・溶接に関するご相談は、図面1枚からお気軽にお問い合わせください。
▼ 相談できる内容
- 製造性の改善提案
- コストダウンのポイント整理
- 板金加工・溶接・塗装の最適化
- 試作~量産立ち上げの課題整理
- 特急(最短1営業日)での対応可否
▼ お問い合わせ先
ナサ工業株式会社
所在地:福岡県糟屋郡須惠町佐谷1323-1
TEL:092-932-1126
Mail:info@nasakogyo.co.jp
Webフォーム:https://nasakogyo.co.jp/contact/
特急品サービス総合案内:https://nasakogyo.co.jp/express-order/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93497/dl/catalog/205357
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93497/inquiry/
2026.03.04
精密板金の図面設計・作成ガイド|板金加工の製造性・コスト・品質を同時に高める書き方のポイントを解説
板金図面作成のポイントとは?書き方に必要な考え方から衛生設計が重要な業界への考慮も解説
板金部品の図面は、現場の加工手順・必要設備・検査水準までを決める“製造に効く設計”の核心です。特に精密板金は公差・曲げ回数・溶接長さ・塗装仕様の小さな指示の差が、コスト・納期・不良率に直結します。
ナサ工業ではSS・SUS・アルミの切断(レーザー)→曲げ→溶接→塗装(粉体・焼付)→検査までワンストップで対応し、図面段階から製造性の最適化をご支援しています。 また、最短1営業日発送の特急対応や試作→量産までの一気通貫体制により、突発案件にも強いのが特長です。
本記事では、製造性を最大化する図面作成の基礎として、図面における優先順位から、曲げ設計・穴やタップの位置・溶接・表面処理・寸法公差などのポイント、量産や衛生設計に考慮して行う当社のやり方について解説します。実際に失敗しないためのチェックリストも紹介しますので、設計者が迷いなく読みやすい板金図面のガイドとして活用してください。
1. まず決めるべき「図面の前提」――板金加工における優先順位を明文化する
図面作成の基礎を理解する前に、まずは図面において守るべきことを明らかにしておくことが大切です。
図面冒頭もしくは図枠近傍で、以下の優先順位を一文で明示しましょう。
- 外観A面の定義と扱い(例:ビード不可・研磨方向統一)
- 機能・強度上の必須公差(例:取付穴±0.2、その他一般公差)
- 衛生・洗浄条件(食品・医療向けは薬品・温度も)
- 納期・調達条件(材料指定、代替可否、塗装色・膜厚帯)
“何を守るべきか”が明確だと、現場判断のブレが減り、手戻り・過剰品質・コスト増を防げます。ナサ工業は**図面レビュー(製造性チェック)**でこれら前提の整備から対応可能です。
2. 曲げ設計の基礎:回数・R・最小曲げ長さで品質とコストが決まる

曲げ回数は製造コストに直結します。板金の曲げRは板厚t×1~2を初期値に、必要時のみRを大きくします。過大Rは金型の切替や追加治具が必要となり、リードタイムにも影響します。最小曲げ長さは「板厚×係数」を下回ると割れ・ベンドマーク・精度悪化の原因になるため、図面で曲げ方向の矢印とRを明示しましょう。
- ヘミングや段曲げは、エッジの安全性(衛生・外観)や剛性を両立させる有効手段。使用箇所・長さ・端部処理を具体的に示すと安定します。
- Z曲げ・R曲げを多用する場合は、板取り(歩留まり)と干渉をCAD段階でチェックし、治具の有無と順序を注記しておくと確実です。
ナサ工業は精密板金×曲げ×塗装の一気通貫で筐体・カバー・ガードなどの量産も得意です。
3. 穴・タップ・切欠き:位置公差は“必要箇所だけ”に絞る書き方がポイント
穴・タップの位置精度は組立性や気密性に直結する一方で、厳しすぎる公差は加工・検査コストを急増させます。図面に記載する際は、次の方針が有効です。
- 重要穴のみ位置公差(TP)を明記し、その他は一般公差へ
- タップ深さは有効ねじ長+1ピッチを目安に指定
- 面取りとバリ方向を明記(例:外観A面は裏バリ)
- スリット・肉盗みは曲げ干渉や応力集中の回避目的で寸法根拠を示す
食品機械・医療機器では異物混入を避けるため、エッジ面取り・R化・バリ方向統一が効果的。ナサ工業は衛生・洗浄性を意識した仕上げ提案が可能です。
4. 溶接:目的とビード処理をセットで指定する点に注意
溶接は目的(気密・強度・位置決め・外観)を先に明確化した後、方法(TIG/半自動/スポット)とビード処理(残し/削除/研磨)をセットで記載するのが鉄則です。
- 断続溶接で十分な箇所は「ピッチ×長さ」を明記し、過剰品質=コスト増を抑制
- SUS薄板の歪み・変色を抑えるには入熱管理・治具拘束・順序設計が有効。ナサ工業はアルミ二重タンクなど歪み制御が難しい高難度溶接の実績があり、高気密×低歪みの両立に対応します。
スポット溶接やファイバーレーザー溶接などの工法切り替えは、外観・強度・タクトの最適解を生みやすく、量産立ち上げで特に効果的です。
5. 表面処理・塗装:外観・耐食・洗浄性の“落としどころ”を考えて決める
粉体塗装は耐食性・耐摩耗性・膜厚均一性に優れ、厚膜(目安50~80μm)で角部の保護にも有効。一方、メラミン焼付は高い外観グロスを実現し、医療機器などの高意匠外装に好適です。ウレタン・水性・フッ素・エポキシなども用途に合わせて選択します。
SUSの研磨仕上げ(#400/ヘアライン/バフ)を採用する場合、目の方向・境界・A面/B面を図面で明確化すると、製造と検査が安定します。シルク印刷や表示を含む場合は塗膜硬化条件と印刷順序も併記すると安心です。ナサ工業は塗装・印刷まで社内完結のため、工程間のトレーサビリティと納期短縮に強みがあります。
6. 公差戦略と検査:寸法を測れないものは作れない
測定方法(ゲージ/三次元/ノギス)と基準面・基準穴を設計段階で規定し、重要特性(CTQ)には図面上で◆印等のマークを付与。塗装膜厚や板厚ばらつきを見込んで、嵌合クリアランスに**+0.2~0.5mmの設計余裕を持たせると、組立性と歩留まりが安定します。
ナサ工業は検査記録・塗膜膜厚管理・色差管理など数値で語れる品質保証**を標準化し、検査成績書の発行にも対応可能です。
7. 試作→量産の“設計運用”:現場での治具化・標準化・段取り最適化
試作段階では手作業前提の指示でも、量産では治具化・標準化へ置換していくことが成功の鍵です。
- 曲げ順序の番号付け、溶接ピッチテンプレート、塗装治具の吊り位置
- 作業標準書の画像化と検査治具の設計
- 板厚・材質・塗色の共通化による調達性・在庫性の向上
ナサ工業は特急試作~量産移行を同じ体制で運用し、段取り短縮と再現性の両立を実現します。
8. 衛生・洗浄性が重要な業界(食品機械・医療機器)への図面作成・設計配慮
板金加工の中でも、食品機械・医療機器では、異物混入対策と洗浄性が最優先となる点が一般的な業界と異なります。
- エッジのR化・面取り、ビード研磨、水切り形状で残渣滞留を抑制
- SUS304/316の適材適所(薬品・温度・塩分条件で選定)
- ボルトレス化/工具レス化で分解洗浄時間を短縮
- 粉体塗装の膜厚管理や塗膜欠け対策で衛生リスク低減
ナサ工業は医療・食品・配電盤・車両・昇降機など多分野の実績があり、衛生設計×精密板金×塗装の総合力で支援します。
9. 失敗しない板金図面チェックリスト(ダウンロード推奨)
最後に、板金図面を記載する際に利用できるチェックリストを紹介します。
- 外観A面・B面を図面に明記しているか
- 曲げ方向・R・最小曲げ長さは妥当か
- 重要穴のみ位置公差を設定し、その他は一般公差か
- 溶接の目的/方法/ビード処理/ピッチをセットで記載したか
- 仕上げ(粉体・焼付・研磨)の目方向・膜厚帯・境界の指定はあるか
- 測定方法・基準面・CTQの表示は揃っているか
- 量産に向けた治具化・標準化の想定は織り込み済みか
10. まとめ――図面で“迷い”をゼロに|製造性を最大化する図面作製法を活用しよう
良い図面とは、現場に迷いを与えない図面です。曲げ・溶接・塗装・検査の各工程で判断が割れる余地を潰すほど、コスト・品質・納期は安定します。
ナサ工業は**図面レビュー(無料・製造性診断)を通じて、設計意図を守りながら製造性と調達性を最大化します。まずは図面・仕様(材質・板厚・数量・仕上げ・希望納期)**をお送りください。最短リードタイムと改善提案をお返しします。
内部リンク
- 企業情報・体制:企業情報 – Company|ナサ工業株式会社
- 特急手配(最短1日):特急品・短納期加工サービス|ナサ工業株式会社
- 製品事例(アルミ二重タンク ほか)無料DL 精密溶接のアルミ二重タンク(冷凍用) – ナサ工業 株式会社
■ お問い合わせ・ご相談
精密板金・筐体製造・金属塗装・溶接に関するご相談は、図面1枚からお気軽にお問い合わせください。
▼ 相談できる内容
- 製造性の改善提案
- コストダウンのポイント整理
- 板金加工・溶接・塗装の最適化
- 試作~量産立ち上げの課題整理
- 特急(最短1営業日)での対応可否
▼ お問い合わせ先
ナサ工業株式会社
所在地:福岡県糟屋郡須惠町佐谷1323-1
TEL:092-932-1126
MAIL:info@nasakogyo.co.jp
Webフォーム:https://nasakogyo.co.jp/contact/
特急品サービス総合案内:https://nasakogyo.co.jp/express-order/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93497/dl/catalog/205357
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93497/inquiry/

2026.03.04
板金特急加工・金属加工の短納期対応の仕組み|最短1営業日を実現する段取り・標準化・一気通貫の運用術
金属加工の短納期依頼への対応が可能!最短1営業日を実現する設備や体制について解説
調達現場では、「図面変更が直前に入った」「試験機の評価日が前倒しになった」「ライン停止の恐れがある」といったさまざまな超緊急案件が日常的に発生します。こうした場合において頼りになるのが、板金の特急加工・短納期対応です。
ナサ工業は精密板金を、材料手配→レーザー切断→曲げ→溶接(TIG/半自動/スポット)→表面処理(粉体塗装・メラミン焼付)→検査までワンストップで内製し、最短1営業日での発送に対応する特急サービスを運用しています(「受付完了」=入金確認で、営業日14時までの受付は原則1営業日で発送)。
本記事では、なぜ短期対応が可能なのか、どの程度急ぎの作業に対応しているのか、迅速さと高い品質を保つ製造設計に加え、依頼時のテンプレやケーススタディ、よくある質問まで、短納期対応を必要とする方へ向けて、詳しく解説します。
1. なぜ“最短1営業日”の短納期対応が可能なのか:特急の原理の内容とは
最初に、当社による短納期対応を可能にする原理3点を紹介します。
① 工程の内製化と一本化
板金のリードタイムを遅らせる最大要因は「工程間の待ち時間・輸送時間」。ナサ工業は切断→曲げ→溶接→塗装→検査までを同一拠点で内製するため、工程間の調整・移送を最小化できます。これにより直線的な段取りが組めるのが大きな強みです。
② 特急レーン&標準化
受付から現場投入までを標準フロー化し、特急枠の段取りを常時確保。図面データ(DXF)前提のPL製品や、仕様が定められた型材製品の型式化されたメニューにすることで、見積・手配・加工の各ステップを圧縮しています。
③ 受付条件の明確化
「1工程で製造可能な加工製品」を対象にし、受注完了後“最短1営業日発送”/14時以降受付は2営業日発送/1製品10個までなど運用条件を明記。要件の明確化=トラブル削減=最短化につながります。
2. どこまで“特急”できるのか:実際の対応可能な適用範囲

実際に対応できる加工の種類は以下のとおりです。
(1)PL製品(プレート)の特急加工
材質はSUS304(2B/HL)1.5t、サイズは400×400/800×800をラインナップ。バリ取り・糸面取りや穴開け数などを選択でき、DXFデータ添付でオンライン注文が可能です。切断→仕上げの短工程に絞ることで、見積→決済→加工→発送を速やかに回せる設計です。
(2)型材製品(フレーム・構造材)の特急加工
対象はSS400 L50×50×6/C100×50×5、長さはL≦1000mmに区分。バリ取りを標準とし、10個までの少量多品種に対応。構造物の一次対策(応急フレーム・治具棒など)にも有効です。
適合しやすい工程:レーザー切断・ベンダー曲げ・スポット溶接・簡易防錆塗装(粉体やメラミンの複雑色・厚膜は標準より時間がかかるため要相談)。最短化と品質維持のバランス設計がポイントです。
3. 「短納期×品質」「スピードと高精度」を両立させる製造設計
短納期加工の際に加工品の質を落とさないためには、図面上の明文化と、入熱管理・治具設計などの加工設備が重要です。
- 図面・仕様の“迷い”を潰す
短納期時は判断待ちが最大の敵です。外観A面/B面の定義、曲げ方向・R、溶接方法(TIG/半自動/スポット)とビード処理、塗膜仕様(粉体/メラミン)・膜厚帯、検査項目を図面上で明文化することで、工程間の確認往復をゼロに近づけます。ナサ工業は設計・製造・塗装・検査を横串で運用し、数値で語れる品質管理(膜厚・色差・グロス等)で短納期かつ再現性を保ちます。 - 入熱管理と治具設計
溶接歪みは組付遅延や再加工の原因。治具拘束・溶接順序・断続ピッチの“定型化”で入熱を制御し、平面度・直角度を確保します。高気密×低歪みが要る案件(例:アルミ二重タンク等)にも取り組んできた実績が、短納期案件の品質安定に効きます。
4. 特急時の“依頼テンプレ”――製品を最速で形にするための情報とは
下記が揃えば、初動が爆速になります。
- DXF図(寸法・穴・曲げ方向)/材質・板厚/数量/仕上げ(粉体・メラミン・バリ取り等)/希望納期
- 優先順位(機能/外観/コスト)と、絶対に守るべき条件
- 代替許容(材質変更・塗色近似・ビード残し可否 等)
ナサ工業の特急品・短納期加工サービスはオンライン受付→決済リンク→入金確認→加工→発送までの一本道。受付完了=入金確認で、営業日14時までなら原則1営業日発送が可能です。
5. ケーススタディ:調達部門の緊急を救う“型” を紹介
見積りの際は、以下のような型を使用することで、短期での納品が実現しやすくなります。
ケースA:評価サンプル(板金 試作)
試験治具のプレートをDXFで発注→翌営業日発送→評価に間に合い、量産移行の意思決定が前倒しに。試作~量産の一気通貫が強いサプライヤーは、その後の安定供給でも有利です。
ケースB:ライン停止回避(保全・補修)
フレームの補強ステーを型材メニューで発注→1~2営業日で現場に着弾、仮設対応→恒久対策へ。**“今すぐ欲しい”**に応える仕組みが、ダウンタイム最小化の鍵です。
ケースC:仕様変更直前の筐体パネル
塗装仕様を簡易仕上げ→量産色に後追いへ切替、先に機能要件のみ確保して評価を進行。工程の段階分割は、短納期×品質×コストの最適解になり得ます。
6. 特急体制についてのよくある質問(FAQ 抜粋)相性や個数について回答
最後に、お客様からの多様な質問の中で、よくあるものにいくつかお答えします。
- どの加工が“特急”と相性が良いですか?
A. レーザー切断・曲げ・スポット溶接がベースの単純~中程度の工程は相性が良いです。多色・厚膜の特殊塗装や、大型筐体のフル溶接は標準リードを推奨します。 - 何個まで対応できますか?
A. 1製品10個までを標準としています。数量超過は個別相談で柔軟に対応します。 - 資料はありますか?
A. 特急サービスの概要資料をNCnetのページから無料ダウンロード可能です。技術相談・見積依頼フォームもご利用ください。
7. まとめ――“速く作る”ではなく“速く決める”が金属加工の短納期のカギ
短納期の本質は、速く作ることではなく、速く決めること。
工程を内製で一本化し、受付条件・工程・段取り・検査を標準化することで、判断の往復を最小にします。ナサ工業の特急品・短納期加工サービスは、最短1営業日発送という“スピードの約束”を、品質・再現性と両立させる運用で実現しています。まずはDXF図面と優先順位をお送りください。即日—翌営業日の初期回答で、納期リスクを一気に低減します。
関連リンク
- 特急品・短納期加工サービス(最短1営業日・オンライン受付)
https://nasakogyo.co.jp/express-order/ - 企業情報(体制・一気通貫)
https://nasakogyo.co.jp/company/ - NCnet:会社・事例・ダウンロード
https://ja.nc-net.or.jp/company/93497/ /
緊急板金部品の特急製作(資料DL)
■ お問い合わせ・ご相談
精密板金・筐体製造・金属塗装・溶接に関するご相談は、図面1枚からお気軽にお問い合わせください。
▼ 相談できる内容
- 製造性の改善提案
- コストダウンのポイント整理
- 板金加工・溶接・塗装の最適化
- 試作~量産立ち上げの課題整理
- 特急(最短1営業日)での対応可否
1(特急サービスなどの言及部分)
▼ お問い合わせ先
ナサ工業株式会社
所在地:福岡県糟屋郡須惠町佐谷1323-1
TEL:092-932-1126
MAIL:info@nasakogyo.co.jp
Webフォーム:https://nasakogyo.co.jp/contact/
特急品サービス総合案内:https://nasakogyo.co.jp/express-order/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93497/dl/catalog/205357
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93497/inquiry/

2026.02.12
金属塗装の種類と選び方|塗装方法の特徴や外観品質・防錆・耐久性などの仕上がりを高める最新技術について解説
金属塗装について解説|塗装方法の種類や用途別の選び方・仕上がりを左右する重要なポイントを紹介
金属塗装で製品価値を高めるために知っておきたいこと
金属部品は、加工後そのままでは錆や腐食のリスクがあります。特に筐体やカバー、精密機器部品などは、外観品質や耐久性が製品の信頼性を左右します。
そこで重要になるのが金属塗装です。塗装は単なる色付けではなく、防錆・耐久性・外観品質・機能性を同時に高める工程です。
しかし、塗装には複数の種類があり、用途や環境に応じた選定が不可欠です。
本記事では、金属塗装の役割や重要性・代表的な金属塗装の種類と特徴・選び方・仕上がり時に差が出る注意点やポイントを詳しく解説します。
金属塗装の役割と重要性(塗装前の下地処理やプライマーもポイント)

金属は空気中の水分や酸素の影響を受けやすく、そのままでは錆や劣化が進行します。塗装は表面を保護するだけでなく、製品の寿命や信頼性を左右する重要な工程です。ここでは、金属塗装が果たす役割と処理工程の重要性について見てみましょう。
- 防錆性:鉄や鋼材は空気や水分に触れると酸化し、錆が発生します。塗装はその酸化を防ぐバリアです。
- 耐久性:屋外設備や産業機器では、紫外線や雨風にさらされるため、塗膜の耐候性が重要です。
- 外観品質:精密機器や外観部品では、色や光沢、均一性が製品価値を左右します。
- 機能性:耐熱、導電、抗菌など、特殊機能を付与する塗装もあります。
塗装前には汚れを落としやすく研磨するなどの下地処理を行い、必要に応じてプライマーを塗ることで、塗膜が剝がれにくい状態にすることも重要です。
代表的な金属塗装方法の種類と特徴

金属塗装には、スプレー塗装のように噴霧して塗る方法から、設備を用いた自動塗装までさまざまな種類があり、一般的に用途や仕上げイメージによって使う方法が分けられます。高品位な外観が必要な場合や、厚膜で防錆性を高めたい場合など、求める性能によって選択肢が異なるのです。
ここでは、金属製品の製造現場で多く使われている代表的な塗装方法と、それぞれの特徴を紹介します。
1. 焼付塗装
高温の炉で加熱することで塗料中の溶剤を揮発させ、塗膜を硬化させる方法です。油分や汚れを事前に除去することで、塗料が材料表面にうまく定着し、安定した品質が得られます。
- 特徴:高温で塗膜を硬化させるため、密着性・耐久性に優れます。
- メリット:硬度が高く、傷に強い。外観品質も良好。
- 用途:産業機器、筐体、屋外設備。
量産品が多い分野で使われる代表的な塗装方法です。
2. 粉体塗装
粉末状の塗料を付着させて加熱し、溶かして固める塗装方法です。
- 特徴:溶剤を使わず、環境負荷が低い。厚膜で防錆性が高い。
- メリット:耐候性に優れ、屋外使用に最適。
- 用途:屋外構造物、電装部品。
溶剤を使わない点で焼付塗装に対して環境負荷が低く、広範囲を均一に塗装しやすい特徴があります。
3. 溶剤塗装
顔料を含んだ液体塗料をスプレーなどで吹き付ける方法で、色見や光沢の調整がしやすい塗装です。
- 特徴:高光沢仕上げや特殊色に対応可能。
- メリット:デザイン性重視の製品に最適。
- 用途:外観部品、精密機器。
家具や外観部品など、見た目を重視する製品で多い方式です。
4. 電着塗装
塗料僧の中で電気を流し、部品表面に塗料を付着させる方法です。
- 特徴:電気の力で塗料を均一に付着。複雑形状でもムラなく塗装可能。
- メリット:防錆性能が高く、下地塗装に最適。
- 用途:自動車部品、精密機器。
複雑形状や細かな隙間にも塗料が入り込みやすく、工程間のばらつきを抑えられます。
5. 特殊塗装
用途や機能に合わせて性能を付与する塗装で、使用環境や温度、湿度条件に応じて選定されます。
- 耐熱塗装:高温環境で使用する部品に。
- 導電塗装:電子機器のシールド対策。
- 抗菌塗装:医療機器や食品設備。
製品に求められる機能と実際の使用条件との間を整理した上で選ぶことが重要です。
用途・環境別の金属塗装技術の選び方
金属塗装は、使われる場所や環境によって適した方法が異なります。屋外で使用する場合と屋内で使う場合では、耐候性や耐久性への要求が変わり、乾燥条件や膜厚の考え方も違ってきます。代表的な用途別の選定の考え方は以下の通りです。
- 精密機器筐体:キズレス+高品位仕上げ → 焼付+溶剤塗装の組み合わせ。
- 屋外設備:耐候性・防錆 → 粉体塗装+電着。
- 医療機器:清潔性・抗菌 → 特殊塗装。
安全性や作業性を考慮しながら、製品用途に合った塗装方法を選ぶことが重要です。
塗装品質・仕上がりを左右する注意点とポイント
塗装の仕上がりを左右する要素は、塗る面の状態管理だけでなく、塗り方や乾燥工程の管理など、多岐にわたります。刷毛やローラーで塗る場合でも、ムラが出ないよう均一に仕上げる工夫が必要です。安定した品質を確保するための基本ポイントを整理してみましょう。
- 前処理:脱脂・リン酸皮膜処理で密着性を確保。
- 膜厚管理:均一な膜厚で防錆・外観品質を維持。
- 焼付条件:温度・時間の管理で性能を安定化。
管理が不十分な場合、剥がれやすい塗膜になったり、外観不良の原因になることがあるため、注意が必要です。
よくある質問(FAQ)(材料・塗料の色・耐久性など)
金属塗装を行う際には「どの材料に対応できるのか」「水性塗料は使えるのか」「樹脂も塗れるのか」など、多くの疑問が生じます。また、部分塗装と全面塗装では作業内容が変わる場合もあります。
ここでは、初めて依頼する方にも分かりやすいよう、よくある質問とその回答をまとめました。
Q1. 塗装できる材質は?
→ 鉄、ステンレス、アルミなど幅広く対応可能です。
Q2. 色や光沢の指定はできますか?
→ 標準色から特殊色まで対応可能。サンプル提出も可能です。
Q3. 耐久性はどれくらい?
→ 使用環境に応じて膜厚・塗料を選定します。屋外耐候性試験の実績あり。
Q4. 小ロットや試作は可能?
→ はい。試作から量産まで柔軟に対応します。
Q5. 塗装後の表面処理や組立も依頼できますか?
→ 塗装後の組立や追加加工もご相談ください。
お問い合わせ・試作依頼はこちら
- 「図面・仕様を送るだけで、最適な塗装方法をご提案します」
- 「塗装サンプルを無料でお届けします」
- 「防錆・外観品質・特殊機能塗装の相談はこちら」
お気軽にご相談ください。

2026.02.12
鉄板曲げ加工の曲げる技術・種類と選び方|V曲げ・Z曲げ・R曲げ・ヘミング・絞りで品質とコストを最適化する加工方法を紹介
鉄板曲げ加工について紹介|種類や精度を左右する特徴・当社の技術や事例・加工方法への質問まで徹底解説
はじめに——板金調達で失敗しないための「曲げ加工の理解」
筐体・カバー・ブラケットなどの板金部品は、曲げ加工の良し悪しが寸法精度、組付け性、外観品質、さらには後工程(溶接・塗装・組立)の手戻りに直結します。そのため、調達担当者は、「どの曲げ方法が適しているか」を把握したうえで、材質(SS・SUS304・SUS316・アルミ)/板厚/曲げ半径(R)/金型選定を整理できる発注設計をしておく必要があります。
本記事では、代表的な曲げの種類をV曲げ→Z曲げ→R曲げ→ヘミング曲げ→曲げ+絞り加工の順に、概要や用途を組み合わせて違いを解説。また、精度を左右する要素、当社の対応力、FAQまでを網羅します。参考基礎は一般的な板金加工の知見に基づきます(例:曲げ加工の基礎・注意点など)*参考:アマダの板金コラム(曲げ加工の基礎・金型選定等)。
鉄板曲げの代表的な種類

「鉄板曲げ加工」は、金属の板材を切る・曲げる・穴を開ける・接合するなどして目的の形状に成型する加工である「板金加工」の中でも最も基本かつ重要な工程の一つです。専用の金型(パンチとダイ)を使用し、プレス機(ベンダー)で板材に圧力を加えて塑性変形させる方法が基本です。これは、製品の形状・強度・外観・組付け性に大きな影響を与えます。
ひと口に「曲げ」と言っても、目的や形状・求められる精度によってさまざまな種類が存在し、それぞれに適した設計上の考慮点や加工・作業上の注意点があります。
ここでは、現場でよく用いられる代表的な鉄板曲げの形状の種類と、それぞれの特徴、設計・調達時に押さえておきたいポイントを紹介します。
1)V曲げ —— 最も汎用的な角度の曲げ方
概要:V字型の下型(ダイ)と上型(パンチ)で角度を付ける基本的な曲げ。90°をはじめ、さまざまな角度に対応可能。
用途:筐体の折り、L字・コ字の成形、ブラケット、補強リブなど。
設計・調達のポイント:
- スプリングバック補正(戻り)を見込んだ角度設定が必要。材質・板厚によって戻り量が変化します。
- 外観部品では、曲げ内外のキズ・打痕を抑える金型や養生の選定が重要。
- 角度精度と曲げ線の直進性が組付け性を決めます。量産では条件表の標準化が有効です。
*参考:V曲げは最も基本的な方法であり、材質や板厚によりスプリングバック対策・金型選定が重要とされます(一般的な板金基礎知見)。
2)Z曲げ —— 段差(オフセット)を作るやり方
概要:一枚の板に段差形状(Z字)を付ける曲げ。板の片側を突き出すことで、重ね合わせ部の逃げや組付けスペースを確保します。
用途:筐体の合わせ部、スペーサー、オフセットを要する内部部品。食品機械・搬送機器などでも多用。
設計・調達のポイント:
- 金型干渉に注意。曲げ順序・金型高さ・送り量の工夫で干渉を回避します。
- 板厚やRの取り方によっては割れ・座屈が発生しやすく、最小曲げ半径の確認が必要です。
*参考:Z曲げは金型干渉リスクが高く、順序設計や工具選びが重要とされます(一般的な板金基礎知見)。
3)R曲げ —— 応力集中と外観を両立する「丸み」を与える加工方法
概要:曲げ部に半径(R)を与える加工。角を立てずに応力集中を緩和し、割れや打痕を抑えます。外観や安全性にも効果的。
用途:外装カバー、触れる可能性があるエッジ部、デザイン性重視の部品、食品機械の洗浄性向上にも有効。
設計・調達のポイント:
- 材質・板厚ごとに最小Rの目安があり、設計段階から確認が必要。
- Rの大きさは強度・見栄え・洗浄性に影響。食品機械ではバリ・鋭角部の低減が衛生設計の基本になります。
*参考:R曲げは最小Rや材質依存性の理解が欠かせないとされます(一般的な板金基礎知見)。
4)ヘミング曲げ —— 折り返しで安全性・剛性・美観を向上する技術
概要:板端を180°近くまで折り返す加工。エッジの鋭利さをなくし、強度・外観を改善します。多くはプレヘミング(仮折り)→フルヘミングの二段階。
用途:筐体の扉・カバー端部、外観部品、手に触れる可能性がある部分。
設計・調達のポイント:
- 材質・板厚・曲げ半径の組合せにより、割れ・伸びが出やすい。プレヘミング角度の最適化が重要。
- 折り返し厚み分の設計逃げ(スペース)を図面に反映。塗装の膜厚も考慮して寸法を決めます。
*参考:ヘミングは二段階曲げが一般的で、設計・工程取りに注意が必要とされます(一般的な板金基礎知見)。
5)曲げ+絞り加工 —— 剛性・機能を付与する複合成形が可能
概要:曲げに加えて、浅絞り・ハーフ絞り等を組み合わせることで形状の剛性アップや機能付与を行う方法。
用途:大型筐体、補強部品、荷重がかかるブラケット、精密機器の固定・位置決め部など。
設計・調達のポイント:
- 絞りにはプレス力・金型クリアランス・潤滑などの条件設計が不可欠。
- 曲げと絞りの順序や、金型交換の手間を想定したコスト・タクト設計が重要。
*参考:曲げと絞りの複合成形では金型選定・工程設計の最適化が求められます(一般的な板金基礎知見)。
精度を左右する主要因(発注設計で注意して押さえるべきこと)

鉄板曲げの精度は、加工現場だけで決まるものではなく、発注側・設計側の情報の出し方や事前検討によって大きく左右される場合があります。材質や板厚といった基本条件から、曲げ半径や方向、金型や養生の考え方まで、初期段階で押さえるべきポイントを理解しておくことで、手戻りや不具合の防止につながります。
ここでは、特に設計・発注時に意識したおきたい精度に影響する主要因を整理します。
- 材質:SS、SUS304、SUS316、アルミで曲げ性・戻り・割れが異なる。食品機械ではSUS304/SUS316が主流。
- 板厚:厚板ほどスプリングバック大。角度補正と工具選定が必要。
- 曲げ半径(最小R):設計初期に材質別の最小R確認。鋭角すぎる設計は割れの原因。
- 曲げ方向(圧延目):目に沿う/逆らうで割れやすさが変わるため、図面に曲げ方向の指示があると理想。
- 金型選定・養生:外観部品や食品機械では打痕・キズ対策の金型・養生が重要。
- 試作検証→量産条件表:初期試作で角度・R・見栄えを評価し、量産条件を標準化することで再現性を高めます。
*参考:曲げ加工の基礎・注意点は一般的な板金コラムや基礎資料に詳説があります。
当社の対応力(会社内に有資格者・さまざまな設備・ワンストップ体制)
当社では、「高精度な曲げ加工を安定して提供すること」を支えるために、人材・設備・工程体制の3つの面から継続的な強化を行っています。有資格者による技術力、多様な曲げ設備の保有、さらに後工程まで見据えたワンストップ対応により、試作から量産まで安心してお任せいただける体制を構築しています。
技能検定「工場板金」特級・1級の有資格者が在籍
国家資格を有する職人が、複雑形状・高精度・外観重視の曲げ案件をリードします。現場での段取り最適化・金型選定・角度補正・品質監査を標準運用。食品機械・医療機器・産業機器など品質要求の高い分野に適した体制です。
*参考:技能検定「工場板金」は公共職業能力開発協会(JAVADA)により実施される国家検定です(制度概要ページ参照)。
曲げ設備ラインナップ(多機種・自動化でタクト×品質を両立)
- プレスブレーキ:アマダ FMBII3613NT(1台)
- プレスブレーキ:アマダ FBD-1253NT(1台)
- プレスブレーキ:アマダ FBD-1025(1台)
- プレスブレーキ:アマダ RG-150(1台)
- プレスブレーキ:アマダ HDS5020NT(1台)
- プレスブレーキ:アマダ RG-35S(2台)
- 自動曲げロボット:アマダ EG6013AR(1台)
体制のポイント
小物〜中物・長尺まで多機種構成で段取りの柔軟性が高く、EG6013ARによる自動曲げでリピート品の再現性・タクト短縮に優れます。曲げ後は、溶接(スポット/テーブル)・塗装(焼付・粉体・溶剤・電着)・組立まで一貫対応。案件の立ち上げから量産フォローまで、短納期でサポートします。
曲げ加工の用途・製品別事例(イメージ)
ここでは、当社がこれまでに多く手掛けてきた分野をもとに、曲げ加工がどのように製品価値の向上につながっているかをイメージしやすい形で紹介します。
- 食品機械カバー:R曲げ+ヘミングで安全性・洗浄性・美観を両立。キズレス養生で外観不良率を低減。
- 筐体のコ字・箱曲げ:V曲げの角度精度を追い込み、組立タクト短縮。補強絞り併用で剛性アップ。
- 内部スペーサー・合わせ部:Z曲げで段差を作り、重ね代の干渉解消。工程統合で納期短縮。
加工方法においてのよくある質問(FAQ)
曲げ加工に関しては、材質対応範囲や精度・ロット・後工程対応など、事前に確認しておきたいポイントが多くあります。最後に、お客様から特によくいただくご質問とその解答をまとめました。
Q1. どの材質に対応できますか?
A. SS・SUS304・SUS316・アルミに対応可能です。食品機械向けの衛生設計(バリ・エッジ管理、洗浄性配慮)もご相談ください。
Q2. 曲げ精度はどの程度ですか?
A. 図面公差・材質・板厚に応じて最適条件をご提案します。量産前試作で角度・Rの再現性を評価し、条件表を標準化します。
Q3. 小ロットや試作のみでも依頼できますか?
A. 可能です。試作→量産移行のスムーズな段取り・治具提案までセットで対応します。
Q4. 曲げ後の溶接・塗装・組立も依頼できますか?
A. はい。曲げ→溶接→塗装→組立の一貫体制です。外観重視品はキズレス工程・膜厚考慮まで設計段階から支援します。
Q5. 図面が不十分でも対応可能ですか?
A. 3D CADによる設計支援で、ラフ寸法からの形状提案・試作化も可能です。
お問い合わせ・試作依頼(強いCTA)
図面・仕様を送るだけで、最適な曲げ方法とコスト・納期のバランスをご提案します。
- 無料相談:V曲げ・Z曲げ・R曲げ・ヘミング・絞りの設計見直し/工程最適化
- 試作対応:食品機械部品・筐体・カバーなど、キズレス・衛生設計重視の案件歓迎
- 短納期プラン:多機種ライン+自動曲げロボットで量産のタクト・再現性を確保
今すぐお問い合わせ(図面添付可)/お急ぎの方はお電話で「曲げ加工の相談」とお伝えください

2026.02.12
スポット溶接の種類と設備紹介|特徴やメリット・活用事例について解説|精密板金から大型筐体まで高品質で対応
スポット溶接について解説|板金加工技術におけるメリット・使える材質や特徴・選び方と不良対応や活用事例まで紹介
はじめに——調達担当者が押さえておくべき「スポット溶接」の要点
薄板金属を短時間で強固に接合できるスポット溶接は、筐体・カバー・精密機器部品などの量産に最適なプロセスです。材料を加圧した状態で電流を流し、電気抵抗による発熱で局部を溶融させ、そのまま加圧を保持して冷却することでナゲットが形成されます。。溶接時間は数十〜数百ミリ秒と短く、追加材料も基本不要。外観変形が小さく塗装工程への影響が少ないため、外観品質が求められる製品にも向いています。
この記事では、スポット溶接の基礎知識として、メリットから製造用途に応じた種類や選び方、品質を作用する要素について、不良の場合の対策や、スポット溶接を用いた事例について解説します。会社でスポット溶接機を発注する際の参考にしてください。
スポット溶接のメリット(発注側の視点で)

発注側にとって、スポット溶接は「コスト・品質・生産性」のバランスに優れた接合方法です。量産性が高く、品質の安定化もしやすいため、部品調達や加工委託の場面で選ばれるケースが多くあります。ここでは、発注側の視点から見たスポット溶接の主なメリットを整理してみましょう。
- 短サイクル・低コスト:秒単位の工程で、加工タクトを大幅短縮。材料・消耗品の追加が最小限。
- 強度・信頼性:適正条件(加圧力・通電時間・電流値)で再現性の高いナゲットが得られ、せん断強度・剥離強度が安定。
- 外観品質:局所加熱・局所圧接のため、ひずみや焼けを抑えやすく、塗装・表面処理との相性が良い。
- 多材質対応:鉄・亜鉛めっき鋼板・ステンレス、条件次第でアルミ系にも対応可能(※アルミは導電率・熱伝導率が高いため、通電・加圧の最適化が重要)。
当社設備による「二つのアプローチ」——標準スポット&テーブルスポットの違いと特徴
当社は用途に応じて最適な工法を選べるよう、標準スポット溶接機とテーブルスポット溶接機の2ラインを保有し、小型精密部品から大型筐体まで幅広い部品に対応します。それぞれの特徴を得意分野・強み・利用例において比較すると、以下のようになります。
1)汎用スポット溶接機:アマダ ID40ST
- 得意分野:精密板金・電子機器の筐体・薄板のスポット打ち。狭い領域へのピンポイント溶接が可能。
- 強み:正確な加圧・通電制御で安定したナゲット形成。微細なピッチでの多点溶接にも適し、寸法・外観の両立に強い。
- 適用例:筐体補強リブの固定、カバーの重ね合わせ、化粧面に影響しない位置でのスポット打ち。
2)テーブルスポット溶接機:向洋技研 型式:NK-21HEV810-M-WKG
- NK-03シリーズ:中型〜やや大型の板金部品、複雑形状の位置決めに最適。
- NK-21シリーズ:大型筐体や長尺部品を高精度で固定し、広範囲にわたるスポット溶接を効率良く実施。
- 強み:テーブルに治具固定が可能なため、複数箇所のスポット位置を高再現性で量産。大型部品でも「ワークの持ち替え・位置ずれ」を抑え、タクトと品質を両立。
- 適用例:産業機器カバー、架台・筐体の側板、扉やパネルの広範囲スポット、ナット・スタッドのプロジェクション溶接(専用治具により位置精度向上)。
設備一覧
- 標準スポット溶接機:アマダ ID40ST
- テーブルスポット溶接機:向洋技研 型式:NK-21HEV810-M-WKG NK-03シリーズ(800×1000)/NK-21シリーズ(1000×2500)
用途別のスポット溶接機選定ガイド——「外観」「強度」「サイズ」などの条件で決める

製品の用途や要求仕様によって、溶接を行う最適な方法や設備は違います。外観品質を重視するのか、強度を優先するのか、あるいはサイズや形状への対応力を求めるのかなど、判断基準を明確にすることが重要です。以下では、「外観」「強度」「サイズ」という3つの観点から、用途別の選定ポイントを整理します。
- 精密機器筐体・外装カバー:見栄え・寸法が最優先。→ ID40STでスポットサイズ・ピッチを最適化し、歪みと焼けを抑える。
- 大型筐体・長尺パネル:位置決め・再現性が鍵。→ NK-03シリーズで治具固定し、広範囲を短タクトで打点。
- ナット:引張・ねじりに耐える接合が必要。→ プロジェクション溶接(テーブル機+専用治具)で確実な座屈防止・トルク耐性。
- 後工程で塗装あり:外観面の打点・焼けを避ける配置設計、塗装前の研磨・脱脂を工程内で管理。
スポット溶接機の品質を左右する三要素——電極・加圧・通電
スポット溶接の安定性は「電極」「加圧力」「通電パラメータ(溶接電流・溶接時間・スキーズ/ホールド時間)」の三位一体で決まります。
- 電極管理
- 摩耗・汚れは接触抵抗を変化させ、ナゲットのサイズ低下・焼けムラの原因に。
- 当社では定期整形・交換と、ワーク材質に合わせた電極先端形状(Rや面取り)を使い分けます。
- 加圧力
- 加圧が低いと接触抵抗が高まり、スパッタ・焼けが増加。高すぎると通電不足でナゲットが形成しにくい。
- 事前試験で最適荷重を設定し、量産では機上管理値をモニタリング。
- 通電条件
- 電流値×溶接時間で投入エネルギーが決まり、ナゲット径や溶込みが変化。
- 板厚・材質・表面状態(めっき・塗膜)に合わせ、パラメータテーブルで再現性を確保。
検査・保証:目視検査に加え、必要に応じて引張・剥離試験(ピールテスト)、打点後の外観・寸法・焼けの確認を標準化。塗装前の脱脂・洗浄まで工程内で管理します。
スポット溶接とアーク溶接・レーザー溶接の違い
金属の接合方法にはさまざまな種類がありますが、代表的なものが「スポット溶接」「アーク溶接」「レーザー溶接」です。それぞれ原理や作業における得意分野が異なるため、用途や求める品質に応じて適切な工程を選定することが重要です。ここでは、発注側が押さえておきたいポイントを中心に、3つの溶接方法の違いを整理します。
【スポット溶接】
- 接合原理:電極で材料を挟み、大電流を流して局所的に溶融・圧接
- 得意分野:薄板同士の接合・量産品・筐体・パネル部品
- 特徴:短サイクルで量産向き・消耗品が少なく低コスト・ひずみや焼けを抑えやすい
- 留意点:基本的に重ね合わせ接合が前提・厚板や複雑形状には不向きな場合あり
【アーク溶接】
- 接合原理:アーク放電の熱で母体と溶接加材を溶かして接合
- 得意分野:中厚板・構造物・フレーム・補強部材
- 特徴:溶け込みが深く強度を確保しやすい・形状自由度が高い・設備コストが比較的低い
- 留意点:熱影響範囲が広く歪みが出やすい・ビート処理や仕上げ工程が必要なケースあり
【レーザー溶接】
- 接合原理:高エネルギーレーザーで金属を溶解し接合
- 得意分野:精密部品・薄板・高外観要求部品
- 特徴:熱影響が極めて小さい・高精度・高速加工が可能・外観品質が高い
- 留意点:設備・加工コストが高め・位置精度や治具精度が重要
【発注者視点での選定目安】
- コスト重視・量産品:「薄板を大量に安定生産したい」→スポット溶接
- 強度重視・構造物:「厚板やフレームをしっかり接合したい」→アーク溶接
- 精密・外観重視:「歪みを極力抑えてきれいに仕上げたい」→レーザー溶接
製品の用途・数量・外観要求・コスト条件を整理したうえで、最適な溶接工法を選ぶことが、品質とコストの両立につながります。
よくある使用時の不良と当社対策について紹介
スポット溶接では、条件設定や全処理のわずかな違いが品質に大きく影響します。当社では代表的な不良発生の要因を把握したうえで、事前検証と工程管理を徹底し、安定品質を実現しています。
- ナゲット不足(強度不足):電流不足/通電時間不足/加圧過多が原因。→ 試験打ちでエネルギー与量を補正、電極先端を再整形。
- 焼け・スパッタ:接触抵抗の過大/表面汚染。→ **前処理(脱脂)**と加圧調整、電流波形の最適化。
- 位置ずれ:大型部品での治具不備。→ テーブル機で治具設計・ピン基準を取り入れ、繰り返し精度を担保。
当社が選ばれる理由——変種変量・短納期・一貫対応
発注先選定において重視されるのは、対応範囲の広さ、柔軟性、品質保証体制だとされています。当社は、設備力と運用ノウハウを組み合わせることで、試作から量産まで安心してお任せいただける体制を構築しています。
- 二種類の設備で守備範囲が広い:ID40STで精密領域、NK-21シリーズ/NK-03シリーズで大型・複雑形状まで一気通貫。
- 変種変量に強い段取り:治具・電極・条件テーブルを事前標準化し、試作〜量産の移行をスムーズに。
- 塗装・組立まで一貫対応:溶接打点の配置設計を塗装工程まで見据え、外観・耐食性を高水準で両立。
- 品質保証の見える化:検査記録・条件履歴をロット管理し、トレーサビリティに対応。
スポット溶接機使用における代表的な事例(イメージ)
ここでは、実際の製造現場でどのようにスポット溶接を活用しているのか、代表的な活用例をいくつかご紹介します。
- 大型筐体パネルの広範囲スポット:NK-03シリーズ(1000×2500)で冶具固定し、位置ずれゼロを目標に複数打点を短タクト化。結果、組立タクト15%短縮。
- 筐体の補強リブ接合:ID40STで小ピッチ多点打ちにより、剛性アップと外観面の焼け抑制を両立。塗装後の外観不良率を大幅低減。
- ナットのプロジェクション溶接:テーブル機+専用治具で座屈を防止、トルク耐性試験をクリアし、締結不良ゼロを達成。
スポット溶接に関するFAQ(調達担当者向け)対応材質や品質保証は?
最後に、調達担当者様からよくいただくご質問と、その解答をまとめました。
Q1. 対応材質と板厚の目安は?
A. 鉄・亜鉛めっき鋼板・ステンレスは一般的に対応可能です。アルミは条件の最適化が必要です。板厚は仕様により異なるため、図面と製品使用条件をご提示ください。
Q2. 小ロットや試作だけでも依頼できますか?
A. 可能です。試作段階で最適条件を確立し、量産移行時のタクト・品質・コストを見える化します。
Q3. 溶接後の塗装や組立まで依頼できますか?
A. はい。当社は溶接→前処理→塗装→組立まで一貫対応が可能です。外観品質が重要な製品に適しています。
Q4. 品質保証はどのようにしていますか?
A. 目視・寸法の標準検査に加え、必要に応じて引張・剥離試験を実施。打点条件・検査記録はロット管理します。
Q5. 納期短縮は対応できますか?
A. テーブル機による広範囲の同時段取り、汎用スポット機の短サイクル運用により短納期案件にも柔軟に対応します。
お問い合わせ・試作依頼(強いCTA)
図面・仕様を送るだけで、最適な溶接方法をご提案します。
- 「打点位置の最適化」「塗装を見据えた配置設計」「強度試験プラン」まで無料相談
- スポット溶接サンプルのご提供(条件表付き)
- 大型筐体の治具設計もご相談ください
今すぐお問い合わせ
・お問い合わせフォーム/メール添付で図面送付
・お急ぎの方は電話で「スポット溶接の相談」とお伝えください

2026.02.10
配電盤・制御盤・受変電盤・分電盤の設計製作施工|短納期・高品質・一貫対応(インバータ盤の省エネ・高効率・長寿命にも対応)ナサ工業の製品についても紹介します
資材調達が押さえるべき「盤」選定の要点
製造ライン、建物設備、プラント、再生可能エネルギーまで、電力の安全・安定供給を支える中核が、配電盤・制御盤・受変電盤・分電盤です。資材調達の現場では、納期厳守/品質安定/保守容易性/コスト最適化を満たしつつ、将来の増設にも対応できる設計が求められます。
本ページでは、設計→製作→試験→保守までの一貫対応と、インバータ盤による省エネ・高効率・長寿命のポイントを分かりやすく解説します。
盤の種類と役割——選定を間違えないための基礎整理・電気設備の形態別管理ポイント
盤の種類と役割について選定を間違わないための基礎知識について解説します。
各種盤の役割と設備形態による選定
電気設備の管理において、配電盤・制御盤・受変電盤・分電盤はそれぞれ異なる役割を担います。工場の生産設備、ビルの電気設備、プラントの制御設備など、用途に応じた種類の選定と適切な情報管理が、安全で効率的な運用の鍵となります。
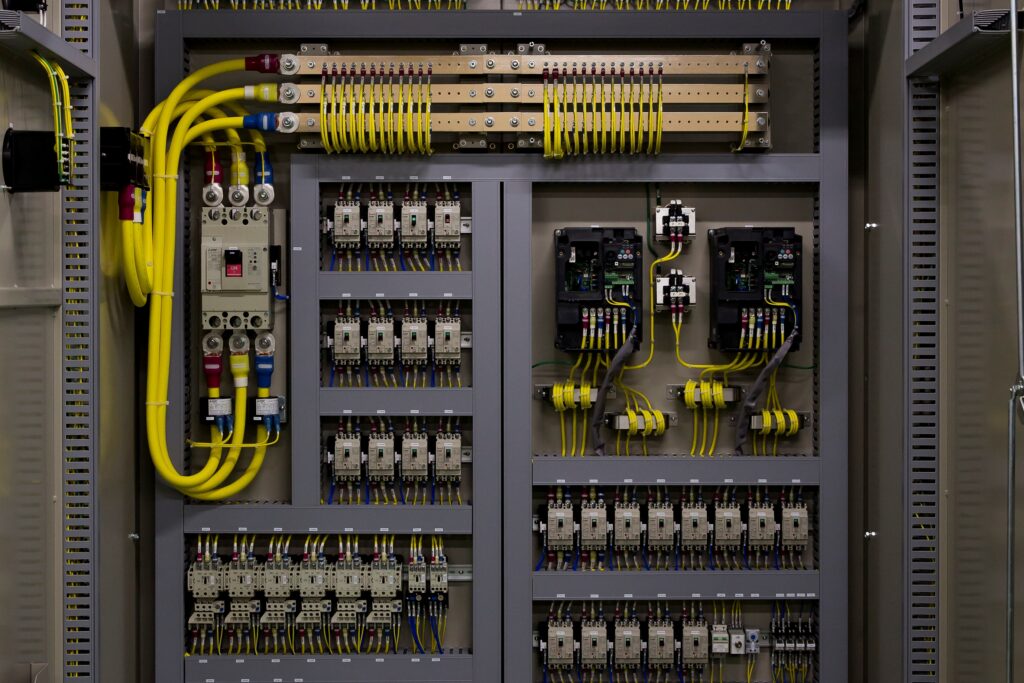
配電盤
受電した電力を安全に分配し、遮断器(MCCB/ACB)や計器類で監視。工場・ビル・病院など広範囲で使用。
制御盤
モータ/ポンプ/搬送設備等の運転制御・インターロックを集約。PLC・リレー・I/O・HMIを搭載。
受変電盤
高圧受電→変圧→保護・監視。屋外設置(キュービクル)も多く、更新の際は停電計画と保護協調の整合が重要。
分電盤
配電盤から枝分けした回路を末端負荷へ分配。安全遮断・漏電保護・回路識別性が求められる。
設計と品質——「図面品質」と「配線品質」が盤の寿命を決める
各種盤の信頼性は、設計段階の図面品質と施工段階の配線品質によって大きく左右されます。適切な機器選定と保護協調設計、そして発熱や振動を考慮した配線施工により、長期にわたって安定稼働する制御盤が実現します。ここでは、図面整備から社内試験まで、品質を支える4つの重要なポイントを解説します。
図面品質
単線結線図/結線図/外形図/盤レイアウト/端子割付/I/Oリスト/ケーブルリストを整備し、承認図の迅速化で短納期に寄与。
機器選定
遮断器定格・変圧器容量・母線容量・CVケーブルサイズ、保護協調設計で上位・下位遮断器の動作整合を確保。
配線品質
発熱・振動・保守性を考慮し、ケーブル径/曲げ半径/熱源からの離隔を守る。ラベル体系の標準化で保守容易性を高める。
社内試験
絶縁抵抗・導通・耐圧・動作・シーケンス試験を段階的に実施。試験成績書で受渡し品質を可視化。
省エネ化・高効率化・長寿命化対応のオーダー設計インバータ盤(鋼板・ステンレス)動力設備更新時の“見落とし”に注意
近年、モータやポンプ設備の老朽化に伴い更新が増えていますが、設備本体だけ更新して、付帯する〈動力制御盤〉の更新が後回しになるケースが少なくありません。
実はこの制御盤こそが、省エネ化・高効率化・長寿命化を大きく左右する重要なカギです。
- 古い設備もしくは老朽化した設備は始動電流が大きく、設備への負荷・電力ピークが高くなりがち
- インバータ盤なら、周波数制御で始動電流を抑制→設備寿命を延ばす
- 用途や設置スペースに合わせたオーダー設計が可能
インバータ盤で“効果”を実感
ナサ工業では、鋼板・ステンレスを使用したオーダーメイドのインバータ盤を製作。
- 省エネ化:周波数制御により、必要な電力だけを供給し無駄な消費を削減
- 高効率化:モータ/ポンプの動作を最適化し、運転時の効率化と負荷平準化
- 長寿命化:始動時の負荷軽減で、軸受やシールの摩耗抑制、設備保守周期を延長
仕様の一例
- 使用材料:鋼板(SS400等)、ステンレス(SUS304等)
- 仕上げ:メラミン塗装・ウレタン塗装・フッ素樹脂塗装など、環境・用途に応じ選択
- 寸法:設置場所に合わせた自由設計(屋内/屋外、壁掛/床置/盤列対応)
屋外設置・高温環境にも対応——熱対策仕様で盤の信頼性を守ることが必要
屋外設置の配電盤・制御盤では、近年熱対策が大きな課題。高温環境下では制御機器の誤作動や寿命短縮のリスクが高まります。ナサ工業は、熱遮蔽板内蔵などの熱対策仕様に対応。
- 高温環境でも安定稼働:直射・輻射熱を低減し、盤内温度上昇を抑制
- 制御機器の保護による長寿命化:過熱による故障率を低減
- 現場環境に応じた設計提案:換気/強制冷却/断熱・遮熱部材/日射対策まで包括提案
施工・据付・試運転——現地対応力が納期を左右する
制御盤の品質がいくら優れていても、現地での施工・据付・試運転が適切でなければ本来の性能を発揮できません。搬入経路の確認から受電試験、そして運用開始後の保守まで、現地対応力の高さが納期短縮と安定稼働の鍵となります。ここでは、現地調査・据付・試運転・保守教育の各段階で重要となるポイントを解説します。
現地調査
搬入経路・基礎・既設配線・受電タイミング。
据付
水平出し・アンカー固定・母線接続・ケーブル端末処理。
試運転・受電試験
遮断器動作・保護リレー・計器値確認。立会試験で引渡し品質を確実に。
取扱説明・保守教育
標準操作手順、非常時手順、予備品リストを提供。
電気設備の保守管理と交換時期の見極め
配電盤・制御盤をはじめとする電気設備は、適切な情報管理と定期的な点検により長寿命化が実現します。しかし、経年劣化による性能低下は避けられず、交換時期の見極めが重要です。
交換を検討すべき主なサイン
- 設備の稼働年数が15年以上経過(種類によって異なる)
- 制御盤の動作不良や頻繁なエラー発生
- 分電盤のブレーカー誤作動の増加
- キュービクルの絶縁抵抗値の低下
- 電気工事履歴の情報から見た部品供給停止リスク
ナサ工業では、既設設備の形態調査から交換必要性の判断、最適な製品選定まで技術的サポートを提供。設備管理台帳との情報連携により、計画的な更新をご支援します。
ナサ工業の強みと実績——“図面一枚で最適解”

ナサ工業が他の盤メーカーと大きく異なる点は、〈箱筐体の自社製作力〉と〈JIS/JEAC/JEC準拠(一般仕様)に基づく設計・検査の確かさ〉です。
創業50年以上。精密板金・溶接・塗装の専業力を基盤に、配電盤・制御盤・受変電盤・分電盤を 設計 → 筐体製作 → 組立 → 試験まで一貫提供。図面段階から量産・据付まで、品質とスピードを両立します。
自社で箱筐体を製作するからできる「品質」と「自由度」
一般的な盤メーカーでは筐体を外注することが多く、構造制約や仕様反映の限界、工程遅延のリスクが生じがちです。
ナサ工業は 板金 → 溶接 → 仕上げ → 塗装 → 組立 をすべて内製。
だからこそ—
- 強度・剛性・美観を高水準で一貫管理
- 寸法・構造・内部スペース・放熱構造まで自由設計
- 屋外/高温・粉塵など特殊環境の個別要求に柔軟対応
- 図面が曖昧でも3D設計で形状提案 → 試作 → 本製作が可能
といった“外注では難しい最適化”を実現できます。
規格準拠とメーカー検査に応える品質体制(一般仕様)
当社の盤は、JIS/JEAC/JEC準拠(一般仕様) に基づく設計・製作・試験プロセスを整備。大手メーカー様からの立会・検査委託にも対応できる体制を運用しています。
- 絶縁・導通・耐圧・動作・シーケンス等の社内試験を標準化
- 試験成績書・配線図・板金図など図書を整備し、受渡し品質を可視化
- 塗装・溶接は技能検定特級・1級の有資格者によるプロ品質
- 仕様変更にも強いI/O・盤スペースの拡張余裕設計
- 立会試験・是正対応をスムーズに実施
多様な産業分野での実績
- 昇降機関連:博多駅・福岡空港ほか全国主要駅で採用
- 医療機器:海外向け輸出設備の制御盤・筐体を製作
- 鉄道関連:新幹線・地下鉄・海外鉄道の電装部品を供給
- プラント設備:上下水道/変電設備向けの制御盤を多数製作
- 3D CAD設計支援:図面がなくても形状提案〜試作が可能
一貫対応だからできる「短納期」「高い仕様反映力」
筐体外注がないため工程がシンプル。
承認図 → 板金 → 塗装 → 組立 → 試験 のリードタイムを最適化し、短納期・高い仕様反映力・変更即応性を両立します。
調達担当者のチェックリスト(失敗しない選定)
- 仕様書・図面の整合:単線結線図、負荷一覧、短絡容量、設置環境。
- スケジュールの可視化:承認図→製作→試験→搬入→受電のマイルストーン。
- 法規・規格:電気設備技術基準/JIS/IEC/消防法、屋外は耐候・耐塩害を確認。
- 保守性:交換容易性、ラベル規格、端子余裕、予備品の管理。 ・コスト最適化:盤統合、配線長削減、標準化機器採用、インバータ化による電力ピーク抑制。
よくある課題と当社の対策
- 納期が不透明:承認図の迅速化、標準機器の活用、社内試験場の即応で短縮。
- 仕様変更が頻発:I/O余裕・盤スペース余裕・拡張端子で変更に強い設計。
- 現場トラブル:事前の現地調査と施工図の整合、立会試験で引渡し品質を担保。
- 運転コストが高い:インバータ盤で省エネ・負荷平準化、設備の長寿命化を同時に実現。
FAQ
Q1. 図面支給・仕様書支給どちらでも対応可能ですか?
A. 可能です。現地調査からの立ち上げにも対応し、基本設計→詳細設計→製作→試験まで一貫対応します。
Q2. 短納期対応の目安は?
A. 盤サイズ・機器調達状況によります。承認図迅速化/標準機器活用/工程見える化でタクトを詰め、最短スケジュールをご提示します。
Q3. 屋外盤の熱対策は具体に何ができますか?
A. 熱遮蔽板内蔵/換気・強制冷却/断熱・遮熱材/日射対策など、設置環境に合わせて組み合わせ提案します。
Q4. インバータ盤の材料・仕上げは選べますか?
A. はい。SS400/SUS304などの材質、メラミン・ウレタン・フッ素樹脂塗装から用途に応じて選定します。
Q5. 納入後の保守・点検は?
A. 試験成績書・図面一式・保守手順を納品。定期点検・緊急対応メニューもご用意しています。
Q6. 既設の電気設備の種類や形態が分からない場合でも対応可能ですか?
A. 可能です。現地調査で配電盤・制御盤・分電盤などの種類を特定し、設備情報を整理した管理資料を作成します。古い設備で図面が残っていない場合でも、実測・解析により必要な技術情報を収集し、交換や工事の最適プランをご提案します。
Q7. 電気工事の際、既存設備を活かすことは可能ですか?
A. 設備の状態により可能です。盤の形態や製品仕様を精査し、部分交換や改修で対応できるか技術的に判断します。全面交換が必要な場合も、段階的な工事計画により運用への影響を最小化します。情報の引継ぎも確実に行います。
資料ダウンロードはこちら
製品仕様・導入事例・設計ポイントを掲載。社内の設備担当者・技術部門のキーマンへの共有に最適です。
今すぐお問い合わせ(図面添付可)/お急ぎの方はお電話で「盤の相談」とお伝えください。
EMIDAS URL
https://ja.nc-net.or.jp/company/93497
ホームページ問い合わせURL

2025.12.25
レーザー加工機の種類と特徴、2次元レーザー加工機と3次元レーザー加工機の比較とメーカーや製品一覧
金属加工において、「2次元レーザー加工機(2D)」と「3次元レーザー加工機(3D)」は、それぞれ得意とする加工領域が異なります。
本記事では、加工できる形状・精度・用途・導入メリットなどを比較しながら、違いを分かりやすく解説します。
2次元レーザー加工機とは
2次元レーザー加工機は、平板(板材)を高速・高精度で切断するための加工機です。
レーザーの動きは基本的にX軸・Y軸で構成され、Z軸は高さ制御のみに使用されます。
二次元レーザー加工機の特徴
- 平らな板材の切断に特化
- 高い加工速度と精度
- 薄板〜中厚板の量産に非常に強い
- シンプル構造のため導入コストが比較的安い
二次元レーザー加工機の主な用途
- 金属板の外形切断
- 穴あけ加工
- 看板・工業部品・ブラケットなどの製造
(参考:平板切断が中心で、スチールやステンレスなど0.8〜30mm程度に広く対応)
3次元レーザー加工機とは
3次元レーザー加工機は、立体形状・曲面・パイプ材の加工に対応した加工機で、多軸制御(X・Y・Z+回転軸)により、複雑な立体面にもレーザーを当てることができます。
3次元レーザー加工機の特徴
- 曲面・立体形状の加工が可能
- プレス後のトリムやパイプ加工に適合
- 開先加工(ベベル)など、角度をつけた切断ができる
- 複雑形状でも高い精度が出せる
3次元レーザー加工機の主な用途
- 自動車ボディ部品のトリム加工
- パイプや形鋼の穴あけ
- 立体フレームの高精度切断
(参考:多軸で複雑面に対応し、航空宇宙・自動車で活用される精密加工技術)
レーザー加工機の種類と切断可能な素材・材料
レーザー加工機は、使用するレーザーの種類や加工方法によっていくつかのタイプに分類されます。ここでは主要な種類とそれぞれの特徴について解説します。
CO2レーザー加工機
CO2レーザー加工機は、二酸化炭素を媒質としたレーザーを使用する加工機で、非金属素材の加工に優れています。木材、アクリル、ガラス、紙、布などの材料に対して高精度な切断やレーザー彫刻が可能です。出力は数十W〜数百Wまで幅広く、家庭用の小型レーザーカッターから業務用の大型機まで、用途に応じた機種が揃っています。デザイン性の高い製品や看板製作など、非金属素材を扱う業界で広く利用されています。
ファイバーレーザー加工機
ファイバーレーザー加工機は、光ファイバーを用いたレーザーシステムで、金属加工に最適な機種です。スチール、ステンレス、アルミニウム、銅などの金属材料に対して高速かつ高精度な切断・マーキングが可能です。CO2レーザーと比較して電気効率が高く、メンテナンス性にも優れているため、業務用として金属加工の現場で広く採用されています。薄板から中厚板まで対応可能で、板金加工の生産性向上に大きく貢献します。
レーザーマーキング・彫刻機
レーザーマーキング機は、材料表面への刻印や彫刻に特化したレーザー加工機です。金属、プラスチック、ガラスなど様々な素材に対して、ロゴ、シリアルナンバー、QRコードなどを高精度に印刷・マーキングできます。切断ではなくマーキングに特化しているため、製品のトレーサビリティ管理や装飾加工に最適です。小型で操作も簡単なモデルが多く、製造ラインへの組み込みも容易です。
用途に合わせた選び方
レーザー加工機を選ぶ際は、加工したい素材と用途を明確にすることが重要です。金属の切断が中心ならファイバーレーザー、木材やアクリルなど非金属素材ならCO2レーザー、マーキングや彫刻が主な用途ならレーザーマーキング機が向いています。
2次元レーザー加工機と3次元レーザー加工機の違い
2次元レーザー加工機が主に板材を平面上で切断・彫刻するのに対し、3次元レーザー加工機は曲面や複雑な立体形状の部品を3次元空間で自由自在に切断・溶接できる点が最大の違いです。2Dは主に板金加工で、3Dは自動車部品や航空機部品などの精密な立体部品加工に用いられ、デジタルデータから高精度な加工を自動で行えるのが3Dの強みです。
2次元レーザー加工機と3次元レーザー加工機どちらを選ぶべきか?(用途別おすすめ)
それでは、2次元レーザー加工機と3次元レーザー加工機とではどちらを選ぶべきなのでしょうか。用途別におすすめのケースを解説します。
2次元レーザーが向いているケース
板金部品の量産をしたい
加工スピードを重視したい
製造コストを抑えたい
3次元レーザーが向いているケース
プレス成形品の仕上げ加工をしたい
曲面やパイプに正確な穴を開けたい
多品種少量生産や複雑部品に対応したい
(参考:パイプや曲面加工は3Dで正確に加工可能)
レーザー加工機の種類と特徴、2次元レーザー加工機と3次元レーザー加工機の比較まとめ
2次元レーザー加工機は平板加工の生産性とコストメリット、3次元レーザー加工機は複雑形状への柔軟性と高付加価値が強みです。自社の製品特性や生産体制にあわせて最適なレーザー加工機を選定することで、加工精度の向上・リードタイム短縮・生産効率アップにつながります。
ナサ工業の設備
2次元レーザー加工機:アマダLC2012 C1 AJ(ターレットパンチプレスと2次元レーザー加工機の複合機)
3次元レーザー加工機:トルンプTruLaser Cell 5030
2次元レーザー加工機:アマダ(LC2012 C1 AJ )主な特徴

(ターレットパンチプレスと2次元レーザー加工機の複合機)
複合加工が可能 ターレットパンチプレスとレーザー加工を1台で実現できる複合機です。パンチング加工とレーザー切断を同一機械で行えるため、段取り替えの時間を削減し、生産効率が大幅に向上します。
高速・高精度な板金加工 平板(板材)に対して、パンチプレスによる穴あけ・成形加工と、レーザーによる外形切断・複雑形状の切断を組み合わせて加工できます。これにより、多様な板金部品を1台で完結できます。
生産性の向上 パンチとレーザーの使い分けにより、タップ穴やバーリング穴などの成形加工はパンチで、複雑な外形切断はレーザーで、というように最適な加工方法を選択できるため、加工時間の短縮とコスト削減を実現します。
対応素材・板厚 スチール、ステンレス、アルミなど各種金属材料に対応し、薄板から中厚板まで幅広く加工可能です。
3次元レーザー加工機:トルンプ(TruLaser Cell 5030)主な特徴

立体形状・曲面加工に対応 3次元レーザー加工機として、プレス成形後の部品や曲面を持つ複雑な形状に対して、高精度なレーザー切断・トリム加工が可能です。
多軸制御による高い自由度 X・Y・Z軸に加えて回転軸を備えており、立体的な部品に対して任意の角度からレーザーを照射できます。これにより、開先加工(ベベル加工)や複雑な3次元形状の切断が実現します。
高精度加工 自動車部品や精密機械部品など、高い寸法精度が求められる立体部品の加工に最適です。デジタルデータ(CAD/CAM)から直接加工プログラムを生成し、高精度な加工を自動で行えます。
対応加工
- プレス成形品のトリムライン切断
- パイプや形鋼への穴あけ加工
- 立体フレームの切断
- 溶接後の仕上げ加工
SPECIAL SITE
CONTACT
ナサ工業株式会社
〒811-2115 福岡県糟屋郡須惠町佐谷1323−1
Tel : 092-932-1126
Fax : 092-932-5056